

Если вы заинтересованы в продукте и хотите получить дополнительную информацию, пожалуйста, оставьте свои данные.

Whatsapp : +86 15075780050
Wechat(Китай) : +86 15075780050
Email(почта) : sam@greatforming.com
Ниже приведена брошюра о продукции нашей фабрики, которую можно просмотреть и скачать.
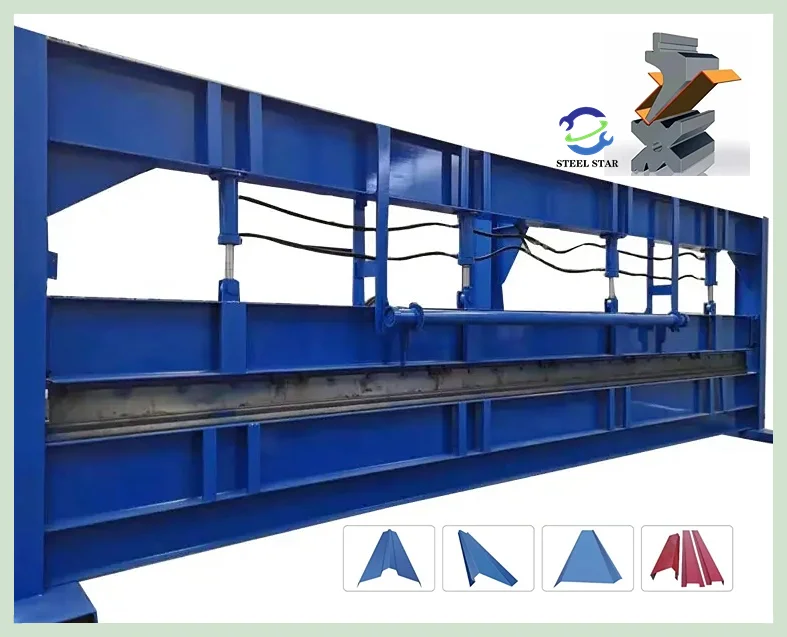
Брошюра компании.(STEEL STAR).Машина для формирования рулонов
Технические параметры :
- Толщина листа : 0.15 мм — 3.0 мм (Может быть настроена в соответствии с вашими потребностями)
- Напряжение : 380 v 50 hz 3 фазы / 220 v 60 hz 3 фазы (может быть настроено в соответствии с вашими потребностями)
- Язык : Английский / Испанский / арабский / Русский / Португальский / Немецкий / Французский (может быть настроен в соответствии с вашими потребностями)
- Марка двигателя : Siemens/ другое (может быть настроено в соответствии с вашими потребностями)
- Метры : 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров (можно настроить в соответствии с вашими потребностями)
Сценарии применения

Гибочный станок – это машина, которая может сгибать тонкие пластины. Его конструкция в основном состоит из кронштейна, рабочего стола и прижимной пластины. Рабочий стол устанавливается на кронштейн. Рабочий стол состоит из основания и прижимной пластины. Основание соединено с зажимной пластиной посредством шарнира. Основание состоит из корпуса основания, катушки и закрывающей пластины. Катушка помещается в углубление корпуса основания, а верхняя часть углубления закрывается закрывающей пластиной. Во время использования катушка питается от провода, и после подачи питания на прижимную пластину воздействует сила притяжения, тем самым зажимая тонкую пластину между прижимной пластиной и основанием. Благодаря использованию электромагнитного силового зажима прижимная пластина может быть изготовлена в соответствии с различными требованиями к заготовкам и может обрабатывать заготовки с боковыми стенками, а также очень проста в эксплуатации.
Принцип работы :
Гидравлический гибочный станок состоит из кронштейна, рабочего стола и зажимной пластины. Рабочий стол установлен на кронштейне. Рабочий стол состоит из основания и зажимной пластины. Основание соединено с зажимной пластиной посредством шарнира. Основание состоит из корпуса основания, катушки и закрывающей пластины. Катушка помещается в углубление корпуса основания, а верхняя часть углубления закрывается закрывающей пластиной.
Во время использования катушка питается от провода, и после подачи питания на зажимную пластину воздействует сила притяжения, тем самым зажимая тонкую пластину между зажимной пластиной и основанием. Благодаря использованию электромагнитного силового зажима зажимная пластина может быть изготовлена в соответствии с различными требованиями к заготовкам, а также могут обрабатываться заготовки с боковыми стенками. Гибочный станок может удовлетворить потребности различных заготовок, заменив форму для гибки.
Основные категории : Гибочные станки подразделяются на ручные гибочные станки, гидравлические гибочные станки и гибочные станки с ЧПУ. Ручные гибочные станки также подразделяются на механические гибочные станки с ручным управлением и электрические гибочные станки с ручным управлением. Гидравлические гибочные машины можно разделить на машины с синхронизацией по оси кручения, механико-гидравлические машины и электрогидравлические машины в зависимости от режима синхронизации. Гидравлические гибочные машины можно разделить на машины с верхним и нижним перемещением в зависимости от режима перемещения.
Гибочный станок является важным оборудованием для гибки и формовки заготовок в производстве листового металла. Его функция заключается в прессовании стальных листов в детали различной формы в соответствии с требованиями технологического процесса. Как показано на “Принципиальной схеме конструкции гидравлической машины для гибки листового металла”, рама в основном состоит из левой и правой колонн, рабочего стола и поперечной балки. Левый и правый цилиндры закреплены на колоннах. Ползунок соединен с поршнем цилиндра и перемещается вверх и вниз по направляющей рейке, закрепленной на колонне. Нижняя матрица закреплена на верстаке, а верхняя матрица установлена на нижнем конце ползуна. Гидравлическая система подает питание, а электрическая система выдает инструкции. Под действием цилиндра ползунок опускает верхнюю матрицу вниз и закрывает нижнюю матрицу, обеспечивая гибку листового металла. Левая и правая стойки, рабочий стол и ползунок (далее именуемые тремя основными частями) являются ключевыми элементами гибочного станка. Суммарный вес трех основных деталей составляет от 70% до 80% от общего веса гибочного станка. Его прочность и жесткость напрямую определяют точность работы, срок службы и аккуратность обрабатываемой детали станка.
Конструктивные особенности :
1. Цельнометаллическая сварная конструкция с достаточной прочностью и жесткостью;
2. Гидравлическая трансмиссия, масляные цилиндры на обоих концах станка установлены на ползуне для непосредственного управления процессом скольжения;
3. Механизм синхронизации ползуна использует принудительную синхронизацию с торсионным валом;
4. Используется конструкция механического блока, которая отличается стабильностью и надежностью;
5. Ход ползуна можно регулировать быстро и вручную, а счетчик может отображаться на дисплее;
6. Клиновидный механизм компенсации прогиба может обеспечить более высокую точность изгиба.
Техническое обслуживание и уход :
Перед проведением технического обслуживания или чистки станка верхнюю матрицу следует выровнять по отношению к нижней матрице, а затем опустить и выключить до завершения работы. Если вам необходимо запустить станок или выполнить другие операции, вам следует выбрать ручной режим и обеспечить безопасность. Ниже приведены инструкции по техническому обслуживанию:
1. Гидравлический масляный контур
1) Еженедельно проверяйте уровень масла в масляном баке. Если гидравлическая система ремонтируется, ее также следует проверять. Если уровень масла ниже уровня масляного фильтра, следует долить гидравлическое масло;
2) Гидравлическое масло, используемое в этой машине, соответствует стандарту ISO HM46 или MOBIL DTE25;
3) Масло следует заменять после того, как новая машина проработает 2000 часов, а затем каждые 4000-6000 часов. Масляный бак следует очищать при каждой замене масла;
4) Температура масла в системе должна составлять от 35 до 60 градусов Цельсия и не должна превышать 70 градусов Цельсия. Слишком высокая температура может привести к ухудшению качества масла и выходу из строя вспомогательных устройств.
2. Фильтры
1) Каждый раз, когда вы меняете масло, фильтр следует заменять или тщательно очищать;
2) Если на станке имеются соответствующие аварийные сигналы или другие фильтры, например, о плохом качестве масла, их следует заменить;
3) Воздушный фильтр на масляном баке следует проверять и чистить каждые 3 месяца, а лучше всего заменять его раз в год.
3. Гидравлические компоненты
1) Ежемесячно чистите гидравлические компоненты (опорную плиту, клапан, двигатель, насос, маслопровод и т.д.), чтобы предотвратить попадание грязи в систему. Не используйте моющие средства;
2) После месячной эксплуатации новой машины проверьте, не деформированы ли изгибы масляных трубок. Если есть какие-либо отклонения, их следует заменить. После двух месяцев эксплуатации необходимо затянуть соединения всех принадлежностей. При выполнении этой работы машина должна быть выключена, а в системе не должно быть давления.
Если вы сделаете неправильный выбор при покупке пресс-тормоза, производственные затраты возрастут, и нельзя ожидать, что пресс-тормоз окупит себя. Таким образом, при принятии решения необходимо учитывать несколько факторов.
Деталь
Первая важная вещь, на которую следует обратить внимание, – это деталь, которую вы хотите изготовить. Ключевым моментом является покупка станка, способного выполнить задачу обработки с помощью самого короткого стола и наименьшей грузоподъемности.
Внимательно изучите марку материала, а также максимальную толщину и длину обрабатываемого материала. Если основная часть работ выполняется из мягкой стали толщиной 16 мм и максимальной длиной 10 футов (3,048 метра), усилие свободного изгиба не должно превышать 50 тонн. Однако, если вы часто выполняете штамповку в нижней части, возможно, вам захочется использовать 160-тонный станок.
Если предположить, что толщина самого толстого материала составляет 1/4 дюйма, то для свободного изгиба на 10 футов требуется 200 тонн, в то время как для гибки в нижней части штампа (корректирующий изгиб) требуется не менее 600 тонн. Если основная часть работы выполняется на 5 футов или меньше, тоннаж уменьшается почти вдвое, что значительно снижает затраты на приобретение. Длина детали очень важна при определении технических характеристик нового станка.
Отклонение
При той же нагрузке 10-футовый стол и ползун станка прогибаются в четыре раза сильнее, чем 5-футовый. Это означает, что для изготовления деталей приемлемого качества на станке меньшей длины требуется меньшее количество регулировок прокладок. Меньшее количество регулировок прокладок также сокращает время наладки.
Марка материала также является ключевым фактором. Нержавеющая сталь обычно требует примерно на 50% большей нагрузки, чем мягкая сталь, в то время как для большинства марок мягкого алюминия требуется примерно на 50% меньше. Вы всегда можете получить у производителя пресс-тормозов таблицу грузоподъемности, в которой указано, какой тоннаж требуется на фут длины для различных толщин и материалов.
Радиус изгиба
При свободном изгибе радиус изгиба в 0,156 раза превышает расстояние между отверстиями матрицы. В процессе свободного изгиба расстояние между отверстиями матрицы должно в 8 раз превышать толщину металлического материала. Например, при штамповке из мягкой стали 16-го калибра с зазором в 1/2 дюйма (0,0127 метра) радиус изгиба детали составляет около 0,078 дюйма. Если радиус изгиба почти так же мал, как толщина материала, то требуется формовка в нижней части штампа. Однако давление, необходимое для формовки в нижней части штампа, примерно в 4 раза больше, чем при свободном изгибе.
Если радиус изгиба меньше толщины материала, необходимо использовать пуансон с радиусом переднего угла, меньшим толщины материала, и использовать метод выдавливания. Таким образом, требуется давление, в 10 раз превышающее давление свободного изгиба.
Для обеспечения свободного изгиба пуансон и матрица обрабатываются под углом 85° или менее (чем меньше угол, тем лучше). При использовании этого набора штампов обращайте внимание на зазор между пуансоном и матрицей в нижней части хода и на чрезмерный изгиб, достаточный для компенсации отскока и удержания материала под углом около 90°.
Обычно угол упругости, создаваемый штампом для свободной гибки на новом гибочном станке, составляет ≤2°, а радиус изгиба в 0,156 раза превышает расстояние между отверстиями штампа. Для гибки с помощью нижнего штампа угол изгиба обычно составляет 86 ~ 90°. В нижней части хода между пуансоном и матрицей должен быть зазор, немного превышающий толщину материала. Угол формования улучшается за счет увеличения нагрузки на нижнюю часть штампа (примерно в 4 раза больше, чем при свободном изгибе), что снижает напряжение, которое обычно вызывает возвратную пружину в пределах радиуса изгиба.
Гибка штамповкой производится так же, как и гибка нижней частью штампа, за исключением того, что передний конец пуансона обрабатывается с требуемым радиусом изгиба, а зазор между пуансоном и матрицей в нижней части хода меньше толщины материала. Поскольку для контакта переднего конца пуансона с материалом прикладывается достаточное давление (примерно в 10 раз превышающее давление при свободном изгибе), возвратной пружины практически не возникает.
Чтобы выбрать минимальную грузоподъемность, лучше всего запланировать радиус изгиба, превышающий толщину материала, и по возможности использовать свободный изгиб. При большом радиусе изгиба это часто не влияет на качество детали и ее использование в будущем.
Кривизна
Требования к точности гибки – это фактор, который необходимо тщательно учитывать. Именно этот фактор определяет, нужен ли гибочный станок с ЧПУ или ручной гибочный станок. Если точность гибки составляет ±1° и не может быть изменена, вам следует выбрать станок с ЧПУ.
Повторяемость хода ползуна гибочного станка с ЧПУ составляет ±0,0004 дюйма, и точный угол формования должен быть сформирован с такой точностью и с использованием хороших пресс-форм. Повторяемость хода ползунка ручной гибочной машины составляет ±0,002 дюйма, и, как правило, при использовании соответствующей пресс-формы происходит отклонение на ±2~3°. Кроме того, прессовые тормоза с ЧПУ предназначены для быстрой оснастки, что является неоспоримым преимуществом, когда вам нужно согнуть много небольших партий деталей.
Набор инструментов
Даже если у вас полная полка инструментов, не думайте, что они подойдут для только что приобретенного станка. Каждый инструмент необходимо проверить на износ, измерив длину от передней части пуансона до выступа и расстояние между выступами матрицы.
Для обычных инструментов отклонение должно составлять около ±0,001 дюйма на фут, а общее отклонение длины не должно превышать ±0,005 дюйма. Для инструментов с точной заточкой точность должна составлять ±0,0004 дюйма на фут, а общая точность не должна превышать ±0,002 дюйма. Для пресс-тормозов с ЧПУ лучше всего использовать инструменты с точной заточкой, а для ручных пресс-тормозов – обычные инструменты.
Длина стороны изгиба
При изгибе под углом 90° пластины из мягкой стали размером 5 × 10 футов 10-го калибра пресс-тормоз должен приложить дополнительное давление в 7,5 тонн, чтобы поднять пластину, и оператор должен быть готов к падению прямой кромки весом 280 фунтов. Для изготовления этой детали может потребоваться несколько сильных рабочих или даже подъемный кран. Операторам прессовых тормозов часто приходится сгибать детали с длинными кромками, не осознавая, насколько напряженной является их работа.
Правила техники безопасности:
1. Строго соблюдайте правила техники безопасности для работников станкостроительных предприятий и при необходимости надевайте средства защиты труда;
2. Перед запуском тщательно проверьте, исправны ли двигатель, выключатель, цепь и заземление, а также проверьте, правильно ли закреплены управляющие элементы и кнопки оборудования;
3. Проверьте перекрытие и прочность верхней и нижней форм; проверьте, соответствует ли каждое позиционирующее устройство требованиям технологического процесса;
4. Когда верхний ползун и каждая ось позиционирования окажутся не в начале координат, запустите программу возврата в исходное положение;
5. После запуска оборудования запустите его на холостом ходу в течение 1-2 минут, после чего верхний ползун совершит 2-3 полных хода. При обнаружении необычных звуков или неисправностей немедленно остановите машину, устраните неисправности и приступайте к работе только после того, как все придет в норму; 6. Во время работы один человек должен находиться в едином подчинении, чтобы оператор и персонал, занимающийся подачей и прессованием, могли тесно сотрудничать, обеспечивая надежное взаимодействие персонала. безопасное положение перед подачей сигнала на изгиб;
7. При сгибании листовой металл необходимо уплотнять, чтобы предотвратить его изгиб. Материал может приподниматься и травмировать людей;
8. При регулировке пресс-формы для листового материала необходимо отключить питание и остановить операцию;
9. При изменении отверстия регулируемой нижней матрицы не допускается соприкосновение материала с нижней матрицей;
10. Во время работы станка никому не разрешается стоять за станком;
11. Категорически запрещается прижимать и сгибать листовой материал только с одного конца;
12. Если во время работы будет обнаружено, что заготовка или штамп выполнены неправильно, их следует остановить для исправления. Категорически запрещается исправлять их вручную во время работы, чтобы избежать травмирования руки;
13. Во избежание повреждения станка запрещается сгибать сверхтолстые железные листы или пластины из закаленной стали, высококачественную легированную сталь, квадратную сталь и листы, производительность которых превышает возможности листогибочного станка;
14. Часто проверяйте перекрытие верхней и нижней головок; соответствуют ли показания манометра предъявляемым требованиям;
15. При возникновении неисправности немедленно остановите станок, выясните причину и своевременно устраните ее;
16. Перед выключением положите деревянную колодку на нижнюю матрицу под масляными цилиндрами с обеих сторон, чтобы опустить верхний ползун на деревянную колодку;
17. Сначала выйдите из программы системы управления, а затем отключите питание.
Заводская информация





 # 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров, Гибочный станок, Гидравлический гибочный станок, Машины для гибки листового металла, Гибочный станок для продажи, Цена автоматического гибочного станка, Панельный гибочный станок, Гидравлический гибочный станок с ЧПУ для листового металла, Гидравлический гибочный станок 63 тонны 3200 мм, Китай 1 метр / 2 метра /4 метра / 6 метров / 8 метров / 10 метров / 12 метров, Китайская гибочная машина, Китайская гидравлическая гибочная машина, Китайские станки для гибки листового Металла, Китайская гибочная машина для продажи, Китайская Автоматическая гибочная машина Цена, Китайская Панельная гибочная машина, Китайская Гидравлическая гибочная машина для листового Металла с ЧПУ, Китайская Гидравлическая гибочная машина для листового Металла Гибочный станок 63 тонны 3200мм,Китай гибочная машина, Китай гидравлическая гибочная машина, Китай станки для гибки листового Металла, Китай гибочная машина для продажи, Китай Автоматическая гибочная машина Цена, Китай Панельная гибочная машина, Китай Гидравлическая гибочная машина для листового Металла с ЧПУ, Китай Гидравлическая гибочная машина для листового Металла Гибочный станок 63 тонны 3200мм.
# 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров, Гибочный станок, Гидравлический гибочный станок, Машины для гибки листового металла, Гибочный станок для продажи, Цена автоматического гибочного станка, Панельный гибочный станок, Гидравлический гибочный станок с ЧПУ для листового металла, Гидравлический гибочный станок 63 тонны 3200 мм, Китай 1 метр / 2 метра /4 метра / 6 метров / 8 метров / 10 метров / 12 метров, Китайская гибочная машина, Китайская гидравлическая гибочная машина, Китайские станки для гибки листового Металла, Китайская гибочная машина для продажи, Китайская Автоматическая гибочная машина Цена, Китайская Панельная гибочная машина, Китайская Гидравлическая гибочная машина для листового Металла с ЧПУ, Китайская Гидравлическая гибочная машина для листового Металла Гибочный станок 63 тонны 3200мм,Китай гибочная машина, Китай гидравлическая гибочная машина, Китай станки для гибки листового Металла, Китай гибочная машина для продажи, Китай Автоматическая гибочная машина Цена, Китай Панельная гибочная машина, Китай Гидравлическая гибочная машина для листового Металла с ЧПУ, Китай Гидравлическая гибочная машина для листового Металла Гибочный станок 63 тонны 3200мм.
Вебсайт:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français) www.portuguesegreatforming.com(Portuguese)
