

Если вы заинтересованы в продукте и хотите получить дополнительную информацию, пожалуйста, оставьте свои данные.

Whatsapp : +86 15075780050
Wechat(Китай) : +86 15075780050
Email(почта) : sam@greatforming.com
Ниже приведена брошюра о продукции нашей фабрики, которую можно просмотреть и скачать.
Брошюра компании.(STEEL STAR).Машина для формирования рулонов
Технические параметры :
- Толщина листа : 0.15 мм — 3.0 мм (Может быть настроена в соответствии с вашими потребностями)
- Напряжение : 380 v 50 hz 3 фазы / 220 v 60 hz 3 фазы (может быть настроено в соответствии с вашими потребностями)
- Язык : Английский / Испанский / арабский / Русский / Португальский / Немецкий / Французский (может быть настроен в соответствии с вашими потребностями)
- Марка двигателя : Siemens/ другое (может быть настроено в соответствии с вашими потребностями)
- Метры : 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров (можно настроить в соответствии с вашими потребностями)
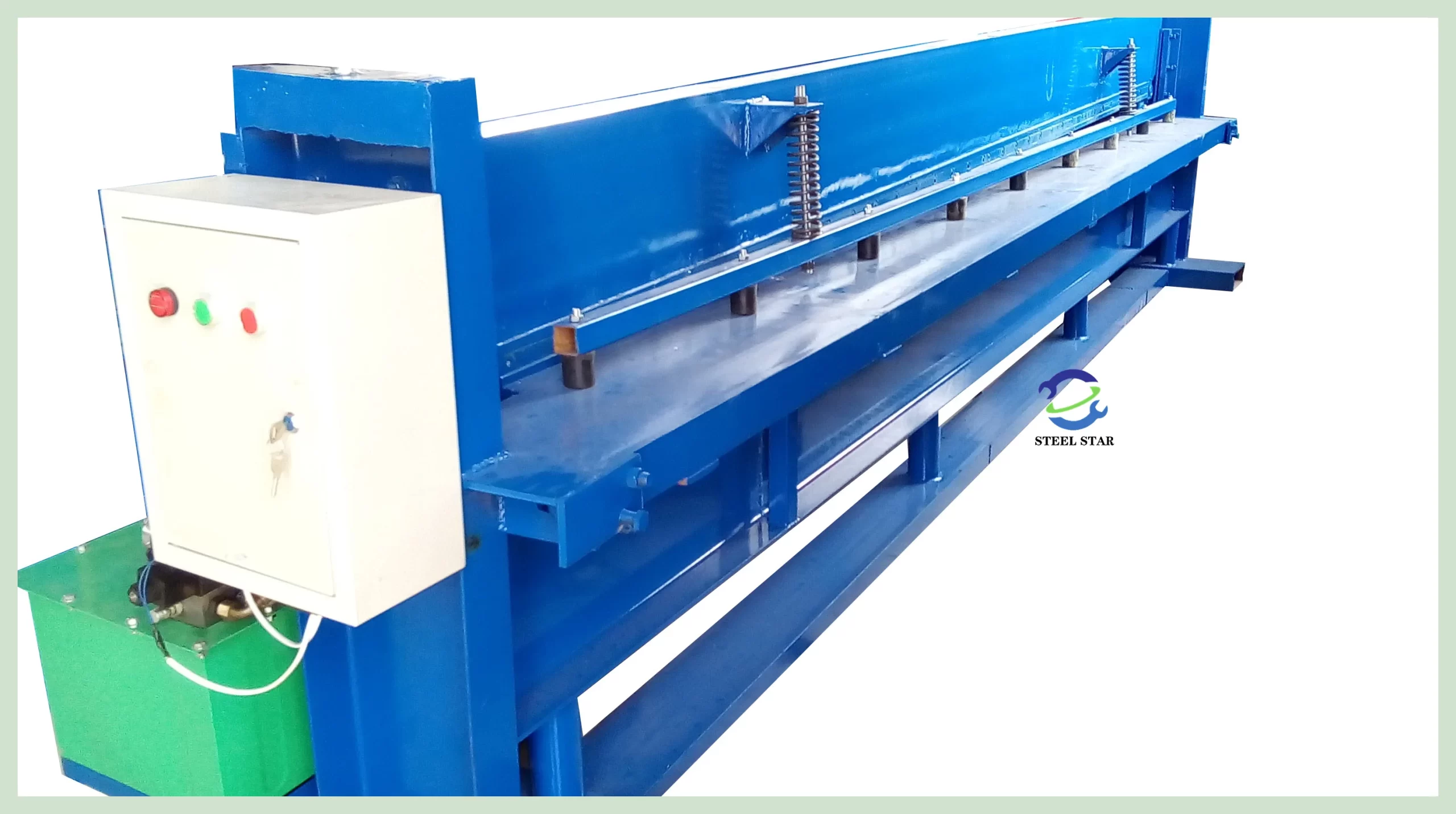
Режущий станок – это машина, которая режет пластины, используя одно лезвие для совершения возвратно-поступательного линейного движения относительно другого лезвия. В нем используются подвижное верхнее лезвие и неподвижное нижнее лезвие, а также предусмотрен разумный зазор между лезвиями для приложения усилия сдвига к металлическим пластинам различной толщины, так что пластины ломаются и отделяются друг от друга в соответствии с требуемым размером. Режущий станок – это разновидность кузнечно-прессовой машины, и его основная функция – металлообрабатывающая промышленность. Продукция широко используется в авиации, легкой промышленности, металлургии, химической промышленности, строительстве, судостроении, автомобилестроении, электроэнергетике, производстве электроприборов, отделке помещений и других отраслях промышленности для обеспечения необходимой специальной техникой и комплектным оборудованием.
Основная классификация: Специальные режущие машины в основном используются в сочетании с другим оборудованием для выполнения специальных задач:
1. Режущие станки для линий холодной гибки: например, специальные режущие станки, устанавливаемые на производственных линиях, таких как линии холодной гибки продольных балок для автомобилей, линии по производству боковых перегородок для автомобилей и линии по производству цветных стальных листов;
2. Режущие машины для линий по производству стальных конструкций: в основном используются для автоматических линий по производству угловой стали и Н-образной стали для завершения процесса резки;
3. Режущие машины для линий разравнивания плит: высокоскоростные режущие машины, используемые на линиях разматывания и разравнивания плит, предназначены для удовлетворения требований производственной линии к высокоскоростному резанию. Большинство линий для производства толстолистового проката оснащены гидравлическими высокоскоростными машинами для резки, а большинство линий для производства тонкого проката оснащены пневматическими машинами для резки; высокоскоростные линии оснащены летающими ножницами, которые постоянно производятся и отличаются высокой эффективностью.
Верхнее и нижнее лезвия режущей машины расположены под углом. Как правило, верхнее лезвие наклонено, и угол его наклона составляет от 1° до 6°. Усилие сдвига у станка для резки с наклонным лезвием меньше, чем у станка для резки с плоским лезвием, поэтому мощность двигателя и вес всего станка значительно снижаются. Он чаще всего используется на практике, и производители станков для резки в основном выпускают именно этот тип.
Плоскорежущий станок отличается хорошим качеством среза и небольшим перекосом, но при этом большим усилием среза и высоким энергопотреблением. Существует множество механических трансмиссий. Верхние и нижние лезвия этой режущей машины параллельны друг другу, и она часто используется для горячей резки исходных квадратных заготовок и слябов на сталепрокатных станах; в зависимости от способа резки ее можно разделить на верхний и нижний типы резки.
Многоцелевой режущий станок 1. Комбинированный станок для штамповки и резки: он может выполнять резку пластин и профилей и в основном используется в процессе заготовки; 2. Станок для гибки листов: таким образом, процессы резки и гибки могут выполняться на одном станке.
Принцип работы :
После резки режущий станок должен быть способен обеспечить требования к прямолинейности и параллельности срезаемой поверхности срезаемого листа и свести к минимуму деформацию листа для получения высококачественных заготовок. Верхнее лезвие режущей машины закреплено на держателе ножа, а нижнее – на верстаке. На верстаке установлен опорный шар для предотвращения царапин на листе при скольжении по нему. Задний упор используется для позиционирования листа, и это положение регулируется двигателем. Прижимной цилиндр используется для прижатия листа, чтобы предотвратить его перемещение во время резки. Ограждение является защитным устройством для предотвращения несчастных случаев на производстве. Обратный ход, как правило, азотный, с высокой скоростью и небольшим ударом.
Порядок работы :
Первое: тщательно выполняйте соответствующие положения “Общих правил эксплуатации кузнечного оборудования”.
Второе: тщательно выполняйте следующие дополнительные инструкции:
1. Перед началом работы тщательно выполните следующие действия:
1) Перед тестовым запуском на холостом ходу сначала следует вручную запустить машину на рабочий ход и запускать оборудование только после подтверждения того, что оно работает нормально.
2) Для оборудования с гидравлическими устройствами убедитесь, что в масляном баке достаточно масла. После запуска масляного насоса проверьте, нет ли утечек в клапане и трубопроводе, и убедитесь, что давление соответствует требованиям. Откройте выпускной клапан, чтобы выпустить воздух из системы.
2. Во время работы внимательно выполняйте следующие действия:
1) Не разрезайте листы внахлест, не обрезайте края шероховатых листов, а также не разрезайте узкие листы и короткие материалы, которые невозможно плотно прижать.
2) Зазор между лезвиями следует регулировать в зависимости от толщины листа, но он не должен превышать 1/30 толщины листа. Лезвие должно быть надежно закреплено, а верхняя и нижняя поверхности лезвия должны быть параллельны. После регулировки во избежание несчастных случаев следует провести проверку с помощью ручного точения.
3) Кромка лезвия должна оставаться острой. Если кромка лезвия затупилась или треснула, ее следует своевременно заменить.
4) При резке прижимное устройство должно плотно прижимать листовой материал, и не допускается его срез, если он не прижат плотно.
5) В оборудовании с гидравлическими устройствами не допускается индивидуальная регулировка других гидравлических клапанов, кроме дроссельного клапана.
6) Толщину листового материала, срезаемого гидравлической поворотной режущей машиной, следует определять в соответствии с “Кривой зависимости предела прочности листового материала от толщины листа”.
3. После окончания работы верхнюю режущую пластину следует опустить в самое нижнее положение.
Перед началом работы наденьте плотную защитную одежду, застегните манжеты, ни в коем случае не расстегивайте край верхней части. Не надевайте, не снимайте и не переодевайтесь рядом с работающим станком и не оборачивайте тело тканью, чтобы не поранить станок. Необходимо надевать защитные шлемы, заплетать косички в шапочку, а также носить юбки и тапочки.
Оператор стригальной машины должен быть знаком с основным устройством, производительностью и использованием стригальной машины.
Режущий станок предназначен для резки различных стальных листов, медных пластин, алюминиевых пластин и пластин из неметаллических материалов толщиной, соответствующей требованиям станка, и должен быть изготовлен из материалов без задиров, сварочного шлака, шлаковых включений и сварных швов. Чрезмерная толщина не допускается.
Как пользоваться режущей машиной: отрегулируйте зазор между лезвиями в соответствии с толщиной срезаемого материала; отрегулируйте шаблон или приспособление в соответствии с шириной срезаемого материала; сделайте 1-3 холостых хода перед началом работы режущей машины, а затем можно приступать к резке после того, как она будет готова. нормальный.
Если во время использования будет обнаружено, что машина работает неправильно, следует немедленно отключить питание и остановить машину для проверки.
При регулировке станка необходимо отключить питание, а при перемещении заготовки следите за безопасностью своих рук.
Все части режущего станка должны быть постоянно смазаны. Оператор должен доливать смазочное масло один раз в смену, а механик должен доливать смазочное масло в подшипник качения один раз в полгода.
Указания по использованию :
1. Запустите режущую машину и запустите ее на холостом ходу в течение нескольких циклов, чтобы убедиться, что она работает в нормальном режиме, и протестируйте резку пластин различной толщины, от тонких до толстых. Убедитесь, что пользователь знаком с работой режущей машины.
2. При испытании пластин разной толщины необходимо регулировать зазоры между лезвиями. Если соответствующие зазоры между лезвиями не отрегулированы, это повлияет на долговечность лезвия.
3. Во время процесса резки включите манометр на машине для резки и следите за значением давления в масляном контуре. При резке пластины толщиной 12 мм давление должно быть не более 20 МПа. Этот клапан дистанционного регулирования давления № 9 настроен на заводе-изготовителе на 20-22 МПа. Пользователи должны соблюдать эти правила и не должны увеличивать давление для срезания материалов, превышающее указанную величину, что может привести к повреждению машины.
4. Во время работы звук выравнивается. Если режущая машина издает шум, ее следует остановить для проверки.
5. Когда режущая машина работает, температура в масляном баке должна быть не более 60 градусов. Если она превышает эту норму, выключите ее и отдохните.
Поддержка :
1. Действуйте в строгом соответствии с рабочими процедурами;
2. Добавляйте смазочное масло в определенное время, в определенных точках и в определенном количестве в соответствии с таблицей смазки перед каждым запуском. Масло должно быть чистым и без осадка;
3. Станок всегда должен содержаться в чистоте, а неокрашенные детали должны быть смазаны антикоррозийной смазкой;
4. Необходимо регулярно заменять и заправлять смазочное масло в подшипнике двигателя, а также регулярно проверять электрические детали, чтобы убедиться в их нормальной, безопасной и надежной работе;
5. Регулярно проверяйте, не повреждены ли клиновой ремень, рукоятка, регулятор и кнопка. Если они сильно изношены, их следует своевременно заменять, а о запасных частях следует сообщать для пополнения запасов;
6. Регулярно проверяйте и ремонтируйте выключатели, предохранители и ручки, чтобы обеспечить их надежную работу;
7. каждый день за 10 минут до ухода заканчивайте работу, добавляйте масло, смазывайте и чистите станок;
8. Постороннему персоналу категорически запрещается работать с оборудованием, и машину необходимо останавливать, когда рядом никого нет.
При покупке следует обратить внимание на следующие моменты :
1. Определите технические характеристики приобретаемого станка в соответствии с вашими собственными параметрами спроса, а также учтите потребности в расширении масштабов предприятия в будущем, чтобы оставить определенный запас для определения параметров станка. Особенно это касается режущих машин, необходимого диапазона толщины срезаемого материала, размера машины для продольной резки и т.д. После определения параметров модели машины вы можете связаться с производителем для совершения покупки.
2. Уточните, какие производители выпускают приобретаемый станок. На эту ссылку часто проще всего не обращать внимания, потому что независимо от того, к какому производителю вы обращаетесь, в основном производитель сообщает профессиональному производителю модель продукта. На самом деле, разные производители часто выпускают разные модели, и производители часто предлагают различные модели продуктов, корректируя ассортимент товара. Поэтому пользователям следует уделить особое внимание выбору наилучшего для себя варианта.
3. После обращения в несколько компаний, производящих станки, и получения информации о цене, параметрах, способах оплаты и доставки станка, наиболее важным шагом является выбор производителя для покупки. Как правило, надежный производитель выбирается после определения самых высоких и самых низких цен, что позволяет добиться большей экономической эффективности при одновременном обеспечении качества и послепродажного обслуживания.
4. Выберите несколько специальных производителей для сравнения и узнайте больше об использовании станков, приобретенных в других странах, о качестве станков и особенно о послепродажном обслуживании. Рассмотрите все аспекты и выберите производителя с лучшей ценой и лучшим сервисом.
5. После подтверждения производителя следующим шагом является подписание договора, внесение задатка, получение товара за деньги или оплата при доставке и т.д.
Заводская информация





 # 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров, Режущий станок, Гидравлический режущий станок, Гидравлический гильотинный режущий станок, Гильотинные ножницы, Гильотинный режущий станок, Гильотинные ножницы для листового металла, Доступные металлические гильотинные ножницы для продажи, Китай 1 метр / 2 метра / 4 метра / 6 метров / 8 метров / 10 метров / 12 метров, Китайская режущая машина, Китайская гидравлическая режущая машина, Китайская гидравлическая гильотинная режущая машина, Китайские гильотинные ножницы, Китайская режущая машина, Китайская гильотинная режущая машина для листового металла, Китайские доступные металлические гильотинные ножницы для продажи,Китай режущая машина, Китай гидравлическая режущая машина, Китай гидравлическая гильотинная режущая машина, Китай гильотинные ножницы, Китай режущая машина, Китай гильотинная режущая машина для листового металла, Китай доступные металлические гильотинные ножницы для продажи.
# 1 Метр / 2 метра / 4 метра /6 метров / 8 метров / 10 метров / 12 метров, Режущий станок, Гидравлический режущий станок, Гидравлический гильотинный режущий станок, Гильотинные ножницы, Гильотинный режущий станок, Гильотинные ножницы для листового металла, Доступные металлические гильотинные ножницы для продажи, Китай 1 метр / 2 метра / 4 метра / 6 метров / 8 метров / 10 метров / 12 метров, Китайская режущая машина, Китайская гидравлическая режущая машина, Китайская гидравлическая гильотинная режущая машина, Китайские гильотинные ножницы, Китайская режущая машина, Китайская гильотинная режущая машина для листового металла, Китайские доступные металлические гильотинные ножницы для продажи,Китай режущая машина, Китай гидравлическая режущая машина, Китай гидравлическая гильотинная режущая машина, Китай гильотинные ножницы, Китай режущая машина, Китай гильотинная режущая машина для листового металла, Китай доступные металлические гильотинные ножницы для продажи.
Вебсайт:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français)
www.portuguesegreatforming.com(Portuguese)
